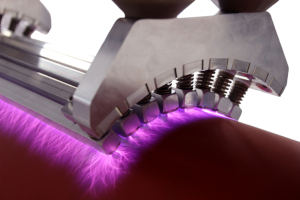
Tratamiento de superficie con plasma para tintas y adhesivos a base de agua
- Publicado el 25 de Marzo de 2026
Actualmente, el uso de tintas y adhesivos a base de agua sobre BOPP está limitado, a menos que se utilice una imprimación costosa. Esto se debe a la limitada capacidad del sustrato para reaccionar con el oxígeno, lo que resulta en una tensión superficial máxima de 46 dyn/cm después del tratamiento corona. La única solución actual es utilizar BOPP ya imprimado o con una imprimación integrada.

Esto es costoso y la imprimación es a base de solventes, lo que afecta el espesor del sustrato. Sin embargo, con la tecnología de plasma de Vetaphone, es posible obtener hasta 60 dyn/cm en BOPP, con el menor consumo de gas de la industria. Con costos operativos tan reducidos, se ha comprobado un retorno de la inversión en tan solo 12 meses en un entorno comercial.
Para explicar esto, debemos analizar la química de la superficie del BOPP. La corona es una descarga eléctrica, generalmente de entre 30 kW y 40 kW. Mediante esta descarga, se rompen las cadenas moleculares existentes y se crean otras nuevas. Las nuevas cadenas moleculares en la superficie se crean principalmente a partir del oxígeno del aire ambiente. Las moléculas de O₂ se disocian en átomos de oxígeno, que se unen a los grupos CH en la superficie de la película plástica, creando así las nuevas cadenas moleculares. El subproducto es ozono (O₃), que se elimina de la zona mediante el sistema de extracción obligatorio del equipo de tratamiento corona.
El plasma es similar al tratamiento corona, ya que la descarga eléctrica se logra de la misma manera. Sin embargo, a diferencia del tratamiento corona, que utiliza aire ambiente, el plasma funciona con una atmósfera altamente controlada, que para esta aplicación es de nitrógeno. Al eliminar todo el oxígeno, el plasma puede injertar cadenas moleculares específicas en la superficie. Para obtener altos niveles de dina en BOPP, las cadenas moleculares deseadas son predominantemente grupos amina, amida e imida. Además, al eliminar el oxígeno del aire ambiente, no se genera ozono. Por lo tanto, la creación de los grupos moleculares necesarios no es suficiente. El conocimiento de cómo tratar la superficie de manera uniforme hasta alcanzar el mismo nivel de dina, con el mínimo consumo de materiales, es clave para obtener el mejor producto al menor costo. El secreto reside en cómo crear la mezcla correcta de grupos moleculares en cada material específico, en una atmósfera altamente controlada.
Existe un límite para el nivel de oxidación en la superficie. Tras alcanzar 46 dyn/cm con Corona, aumentar la potencia aplicada no mejorará aún más la tensión superficial. Sin embargo, con el injerto estándar de plasma, se pueden obtener 56 dyn/cm en material BOPP, y mediante el injerto avanzado, el tratamiento con plasma puede alcanzar una tensión superficial de 60 dyn/cm. Cabe destacar que, al igual que con Corona, ninguno de los dos tipos de tratamiento se beneficia de un mayor aumento de potencia. Existe la percepción común de que el plasma es simplemente Corona avanzado. Esto es falso debido a las variables involucradas. Para muchos materiales, aún es posible obtener una adhesión superficial significativa con Corona, y para estos materiales, cambiar a plasma ofrecería pocos beneficios y aumentaría significativamente el costo.

Una gran ventaja del plasma, que no requiere un proceso en línea, es su capacidad para contrarrestar el envejecimiento. Tras el tratamiento con corona, los aditivos de la película plástica migran de nuevo a la superficie. Gracias a la estructura molecular creada por la corona, este proceso se produce con relativa facilidad. Dependiendo de la cantidad de aditivos, este envejecimiento puede durar desde horas hasta semanas. De hecho, siempre se produce una disminución de la resistencia (envejecimiento) hasta que el sustrato alcanza su nivel nativo, que en el caso del BOPP es de 32 dyn/cm.
El BOPP tratado con corona recupera su valor nativo de 32 dyn/cm en pocas semanas. Con el injerto estándar de plasma, la tasa es similar, pero con un nivel inicial más alto y un nivel final también más alto, alrededor de 46 dyn/cm después de seis meses, donde se estabiliza. Con el injerto avanzado de plasma, no se produce ningún envejecimiento. Los 60 dyn/cm alcanzados en el BOPP se mantienen incluso después de 18 meses. Al igual que con la tecnología Corona, al utilizar diferentes materiales, se requiere una potencia por metro cuadrado distinta, también conocida como Factor de Material, que se mide en vatios·min/m², para alcanzar el nivel de dina deseado. Este factor varía según el material, e incluso el mismo material de diferentes proveedores puede presentar requisitos de Factor de Material diferentes, dependiendo de la composición química exacta que utilice el fabricante.
Exclusivamente, la tecnología Plasma permite modificar el factor de material y la atmósfera para generar niveles de dina elevados y duraderos. Al variar la mezcla de gases, predominantemente a base de nitrógeno, se puede ajustar la cantidad de los diferentes grupos moleculares. La mezcla de gases precisa se crea fácilmente en el laboratorio de Vetaphone, y todos los gases necesarios están disponibles a través de cualquier proveedor. El coste operativo adicional típico, en comparación con Corona, oscila entre 0,30 y 0,50 ¢/m². El consumo de gas de un sistema Vetaphone Plasma es menos de la mitad que el de cualquier otro sistema del mercado actual. Además de consumir menos gas, este está exento de regalías, lo que significa que el cliente puede adquirirlo del proveedor que prefiera.
Hasta la fecha, Vetaphone ha obtenido niveles de dina superiores con Plasma en PP, OPP, BOPP, PVC, PET y PVDC. Hemos obtenido niveles de dina más duraderos con plasma en BOPP, polímeros fluorados (FEP, ETFE, ECTFE), PE, PLA, COC y COP. Esto es solo el comienzo, ya que la fórmula para muchos más materiales estará disponible en el futuro a medida que los químicos de Vetaphone continúen su I+D en la industria.
La tecnología de plasma no es un fenómeno nuevo, ya que se utiliza en laboratorios desde la década de 1990. La diferencia ahora radica en que se ha incorporado a la producción industrial. Anteriormente, la principal limitación era que el equipo no podía controlar con precisión la atmósfera. Una solución consistía en aumentar el consumo de gas, lo que, para máquinas pequeñas, bajas velocidades y ciclos cortos, resultó parcialmente eficaz.
Sin embargo, el problema de este método era que no generaba retorno de la inversión, además de que el equipo se vendía bajo contrato, donde el usuario debía comprar el gas al proveedor de la máquina, a menudo a un precio superior al del mercado. Esto no incentivaba a los fabricantes de tecnología a optimizar el consumo de gas de los sistemas. El otro problema principal era el deficiente control de la atmósfera, lo que provocaba que, incluso con un alto consumo de gas, el tratamiento fuera irregular. Esta es la razón por la que este tipo de equipo nunca tuvo éxito en un entorno de producción comercial.
Todo eso es cosa del pasado, ya que la tecnología Vetaphone Plasma actual ofrece una solución a estos problemas conocidos. No solo se reduce significativamente el consumo de gas, sino que la atmósfera se controla durante todo el proceso de producción, monitorizando los factores influyentes y ajustando el flujo y la mezcla de gases según sea necesario. Hoy en día, como prueba de calidad, el cliente puede consultar los registros de consumo, las mediciones de potencia, la mezcla de gases y otros factores determinantes que garantizan un control preciso de la atmósfera y que el proceso cumpla con las especificaciones. Sin limitaciones de velocidad ni de ancho de tratamiento, Vetaphone Plasma permite a los usuarios comprobar su funcionamiento tanto en equipos de laboratorio a pequeña escala como en producción comercial a gran escala.